"七分模具,三分浇铸"——这句老话正在被一台打印机改写
90%的铸造厂还在靠老师傅的手感决定良品率,但有些厂已经把交付周期砍掉了80%。
"七分模具,三分浇铸"——铸造行业流传了几十年的老话。意思是铸件质量70%取决于模具,30%取决于浇铸工艺。
这句话今天依然成立,但实现方式正在被彻底颠覆。
砂型3D打印技术的成熟,让"七分模具"不再需要木模工、金属模具和漫长的开模周期。从设计到浇铸,原来需要2-3个月的流程,现在7-10天就能搞定。这不是渐进式改良,是对整个铸造流程的重构。
设计自由——突破传统"不可能"
传统制模最大的限制是什么?拔模斜度。凡是不方便拔模的结构,要么做不出来,要么拆成多片模具拼合,工时和成本直接翻倍。
砂型3D打印不需要拔模。CAD文件直接驱动打印机,一层层铺砂、覆膜、固化,什么形状都能打。
这意味着什么?
- 0.3mm的冷却流道可以一次性成型——传统工艺根本做不出来这么细的内部通道
- 叶轮、螺旋桨等曲面叶片无需分模,一次打印完成
- 拓扑优化结构随意设计,减重30%-50%不影响强度
某液压件厂做阀体砂型,传统工艺需要3片模具拼合,工时120小时。3D打印一次成型,8小时打完,重量还轻了200kg。一个件省了60%的模具工时。
精度跃升——告别经验误差
手工制模的精度,取决于老师傅的状态。状态好,±1mm;状态差,±2mm甚至更大。
更要命的是,同一个人做两套模具,精度都不一样。批量一致性是铸造行业永远的痛。
砂型3D打印的精度由设备决定,不由人决定:
精度提升3-6倍,而且第1件和第100件的精度完全一致。对于精度要求高的行业(液压、阀体、航空),这意味着加工余量可以砍掉一半,后处理成本直接降低30%以上。
某汽车零部件厂统计:手工制模批次间尺寸偏差导致加工废品率约8%。换3D打印后,废品率降到1.5%以下,一年省下的废品损失就超过120万元。
速度制胜——抢占市场窗口
传统铸造流程有多长?设计→木模/金属模→修模→试浇→修模→浇铸,一轮下来2-3个月起。
如果是新品试制,改一次设计就重来一次,半年就进去了。
砂型3D打印呢?
交付周期缩短80%以上。客户要3个试制件,传统工艺等3个月,3D打印2周交付。谁拿订单,一目了然。
某泵阀厂去年用3D打印做新品试制,从接到客户需求到交付首件,只用了9天。对手还在等木模工排期,他们已经拿到了第二批50件的批量订单。
成本重构——降本增效看得见
很多人觉得3D打印"贵",那是只看了打印环节的单价。真正该算的是全链路成本。
传统铸造的成本结构:模具费占25%-40%,人工修模占10%-15%,废品返工占8%-12%。这几项加起来,占到了总成本的40%-60%。
3D打印砂型把这些成本大幅压缩:
- 零模具成本——不需要木模、金属模,省掉25%-40%的模具费用
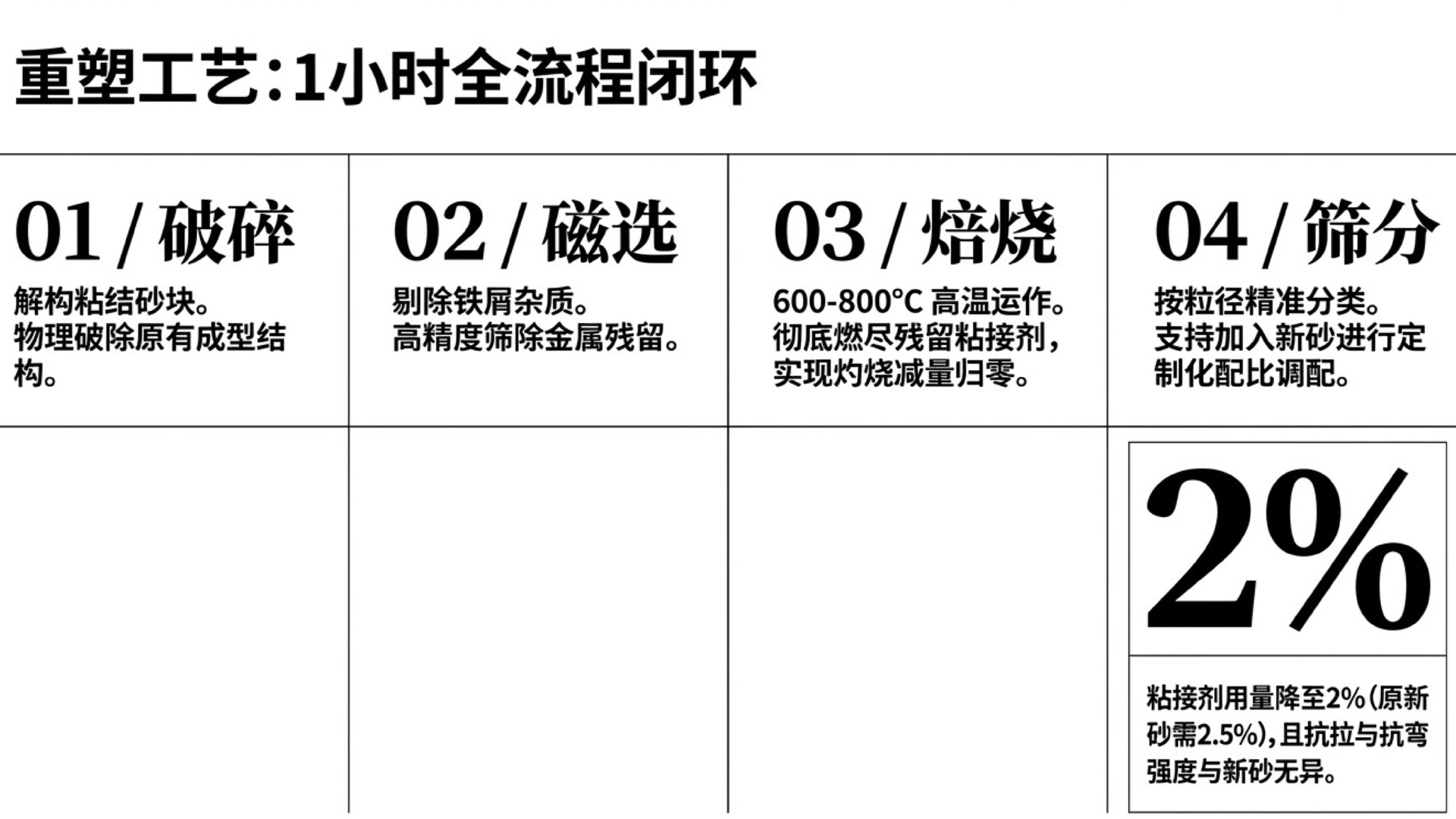
- 96%砂回收率——用过的砂96%可以回收再利用,材料成本极低
- 金属成品率提升——精度高了,加工余量小了,金属利用率提高15%-20%
- 人工依赖降低——不需要高级木模工,人工成本降50%以上
某农机铸件厂做过精细核算:单件小批量(50件以内),3D打印的综合成本比传统工艺低35%-45%。批量越大差距越小,但200件以内3D打印仍然有优势。
挺进高端——啃下"硬骨头"
核电、水电、特种车辆——这些领域铸件的特点是:结构复杂、精度要求高、单件或小批量、材料难加工。
传统铸造遇到这类件,经常是"做不出来"或"做出来了但报废率太高"。外包给高端铸造厂?一个件几万到几十万,交期还不受控。
砂型3D打印让中型铸造厂也能接这些活:
- 核电主泵壳体——内部流道复杂,传统制模需要3-5个月,3D打印15天完成砂型,精度达到±0.3mm
- 水轮机转轮叶片——曲面扭转结构,传统工艺废品率30%以上,3D打印砂型后降到5%以内
- 特种车辆变速箱壳体——壁厚不均(最薄8mm/最厚45mm),传统工艺容易缩孔,3D打印可以精确控制冷铁放置
华东某铸造厂去年接到一批水轮机叶片订单,8件,客户给45天。传统开模根本来不及。用3D打印砂型,20天交付全部8件,客户追加了第二批32件。单批订单额超过280万。
智能升级——迈向未来工厂
砂型3D打印不只是换了一种制模方式,它打开的是数字化铸造的大门。
传统铸造靠经验:老师傅看砂型颜色判断紧实度,听浇铸声音判断温度。这些经验很难传承,更难规模化。
3D打印改变了整个生产链路:
- 仿真前置——在打印之前,用MAGMA/ProCAST做充型仿真和凝固仿真,把缩孔、气孔风险在电脑里解决掉。试制次数从3-5次降到1-2次
- 数据驱动——打印参数(层厚、速度、温度)全程记录,每一件砂型都有完整数据档案。出问题可追溯,优化有依据
- 数字孪生——砂型CAD模型 + 打印参数 + 浇铸数据 + 检测数据,形成完整的数字孪生体。下次做类似件,直接调参数
某铸造厂上3D打印后,建立工艺数据库,积累了200+铸件的完整工艺参数。新品试制时从数据库找相似件,工艺设计时间从2周缩短到2天。
你们厂适合上砂型3D打印吗?
满足2条以上,该认真评估了。
砂型3D打印不会消灭所有铸造厂,但一定会先淘汰那些还在靠"老师傅手感"赌良品率的厂。
说句心里话。
数字化不是要把老师傅赶走。恰恰相反——数字化是把老师傅几十年的经验变成确定性的工艺参数,让每个工人都能稳定产出合格品。
"七分模具"的权重被重新分配了——从模具制造转移到模具设计,从手艺活变成了数据活。但"三分浇铸"的手艺并没有过时,浇铸温度、浇注速度、冷却控制,这些仍然是铸造的核心功夫。
工具变了,手艺人的价值没有变。变的是:会用新工具的手艺人,正在替代不会用的。
一个人研究铸造容易走弯路,一群人交流往往能少踩很多坑。
凯叔聊铸造正在组建铸造行业交流群,面向铸造厂老板、厂长、总工、研发技术、工艺工程师、采购负责人等行业同仁。
这里不讲空话,重点交流:
欢迎加入交流。
